ボールねじのリード精度とは、ナットの有効移動距離、またはねじ軸の有効ねじ長さを基準とした移動誤差の代表偏差および変動量を示します。また、有効ねじ長さ内の任意の300 mm区間における変動量と、1回転(2π rad)区間における変動量を含みます。
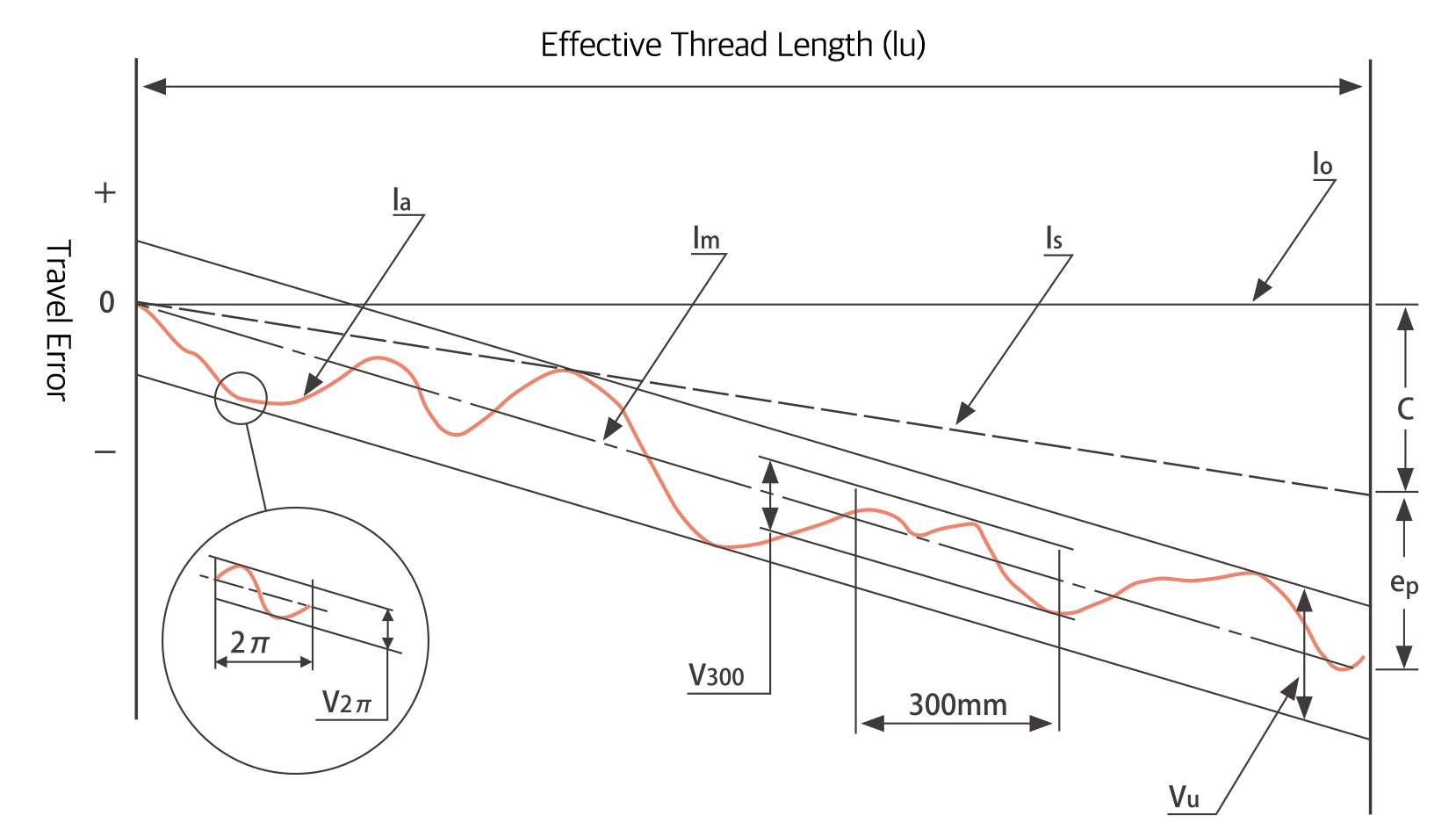
[送り誤差線図]
呼び移動距離 呼びリードを基準として、ねじ軸が任意の回転数だけ回転したときにナットが移動する軸方向移動距離
基準リード値(T) 温度上昇や荷重による変形などの影響を考慮して補正したリード値で、移動距離の基準となる目標値
標準移動距離 基準リード値(T)を基準として、ねじ軸が任意の回転数だけ回転したときにナットが移動する移動距離
実移動距離 ねじ軸が特定の回転角だけ回転したときに、ナットが実際に移動した軸方向移動距離
代表移動距離 ボールねじの有効移動距離、または有効ねじ長さ内で測定した実移動データを、最小二乗法またはこれに準ずる方法で近似して得られる実移動距離の傾向線
代表移動誤差(eₚ) ナットの有効移動距離、またはねじ軸の有効ねじ長さ内における、代表移動距離と標準移動距離との差
変動量(Vᵤ) 代表移動距離線に平行な2本の直線の間に含まれる実移動距離の最大偏差
300 mm区間変動量(V₃₀₀) 有効ねじ長さ内の任意の300 mm区間で発生する実移動距離の最大変動量
1回転区間変動量(V₂π) 有効ねじ長さ内の任意の1回転(2π rad)区間で発生する実移動距離の最大変動量
| 有効ねじ長さ (mm) |
精度等級 | C3 | C5 | |||
|---|---|---|---|---|---|---|
| 超 | 以下 | ±ep | Vu | ±ep | Vu | |
| - | 100 | 8 | 8 | 18 | 18 | |
| 100 | 200 | 10 | 8 | 20 | 18 | |
| 200 | 315 | 12 | 8 | 23 | 18 | |
| 315 | 400 | 13 | 10 | 25 | 20 | |
| 400 | 500 | 15 | 10 | 27 | 20 | |
| 500 | 630 | 16 | 12 | 30 | 23 | |
| 630 | 800 | 18 | 13 | 35 | 25 | |
| 800 | 1000 | 21 | 13 | 40 | 27 | |
| 精度等級 | C3 | C5 | |||
|---|---|---|---|---|---|
| 項目 | V300 | V2π | V300 | V2π | |
| 許容基準値 | 8 | 6 | 18 | 8 | |
| 精度等級 | C7 | C10 |
|---|---|---|
| V300 | 52 | 210 |
C7およびC10等級の代表移動誤差(ep)は、次式により算出します:
ep = ± (lu / 300) × V300 lu:有効ねじ長さ(mm)
DINGS'ボールねじの標準材質、熱処理条件および硬さを下表に示します。これらの値はシリーズおよびモデルにより若干異なる場合がありますので、詳細はDINGS'が提供する仕様書をご参照ください。
| 構成部品 | 材質 | 熱処理 | ねじ面硬さ |
|---|---|---|---|
| ねじ軸 | SUJ2 (JIS G 4105) | 高周波焼入れ | HRC 58–62 |
| S55C (JIS G 4105) | 高周波焼入れ | HRC ≥58 | |
| SUS440C | 焼入れ焼戻し | HRC ≥55 | |
| ボールナット | SCM420H (JIS G 4105) | 浸炭焼入れ | HRC 58–62 |
| SUS440C | 焼入れ焼戻し | HRC ≥55 |
参考: 転造ボールねじにはS55C材を使用し、研削ボールねじにはSUJ2材を使用します。
一般的に、標準のシングルナット形ボールねじには、ねじ軸とナットの間に微小な軸方向すきまがあります。
軸方向荷重が作用すると、この固有すきまと荷重により発生する弾性変形量が重なり、すきまがさらに増加します。その結果、バックラッシ(Backlash)が発生します。
バックラッシを除去するには、ボールねじの軸方向すきまを負(−)の値に設定する必要があります。つまり、Preloadを与えてねじ軸とナットの間にあらかじめ弾性変形を与えることで、軸方向すきまを除去します。
DINGS'ボールねじにおける軸方向すきまと精度等級の組み合わせは下表のとおりです。すきま記号および軸方向すきまの許容値も併記しています。
| 精度等級 | 軸方向すきま | |||
|---|---|---|---|---|
| Z (Preload) | T (≤0.005 mm) | S (≤0.02 mm) | N (≤0.05 mm) | |
| C3 | ● | ● | ● | ● |
| C5 | ● | ● | ● | |
| C7 | ● | ● | ||
| C10 | ● | ● | ||
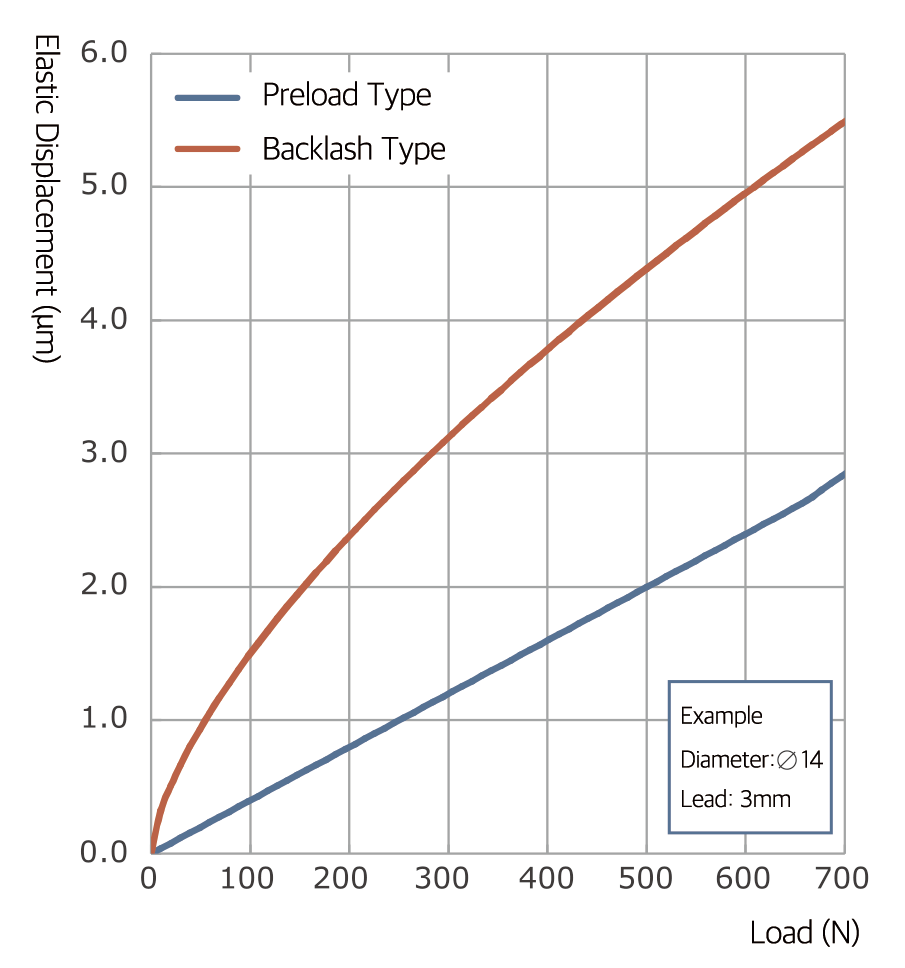
Preloadは、軸方向すきまを除去し、荷重が作用する条件下で軸方向変位を最小限に抑え、ボールねじの剛性を向上させるために適用します。
下図は、Preloadを適用した場合と適用していない場合の弾性変位曲線を示しています。
図に示すように、Preloadを適用すると、すきまがある状態に比べて軸方向の弾性変位が約半分に低減され、剛性が大きく向上します。
[ボールねじの弾性変位曲線]
Preload量は、要求される剛性または許容バックラッシを基準に決定する必要があります。ただし、Preloadを適用すると、次のような影響が発生する場合があります。
したがって、Preload量は要求性能を満たす範囲内で、できるだけ小さく設定することが望ましいです。
ボールねじのPreload方式としては、一般的に2個のナット間にシム(Shim、間隔調整板)を挿入してPreloadを与えるダブルナット(Double Nut)方式が使用されます。
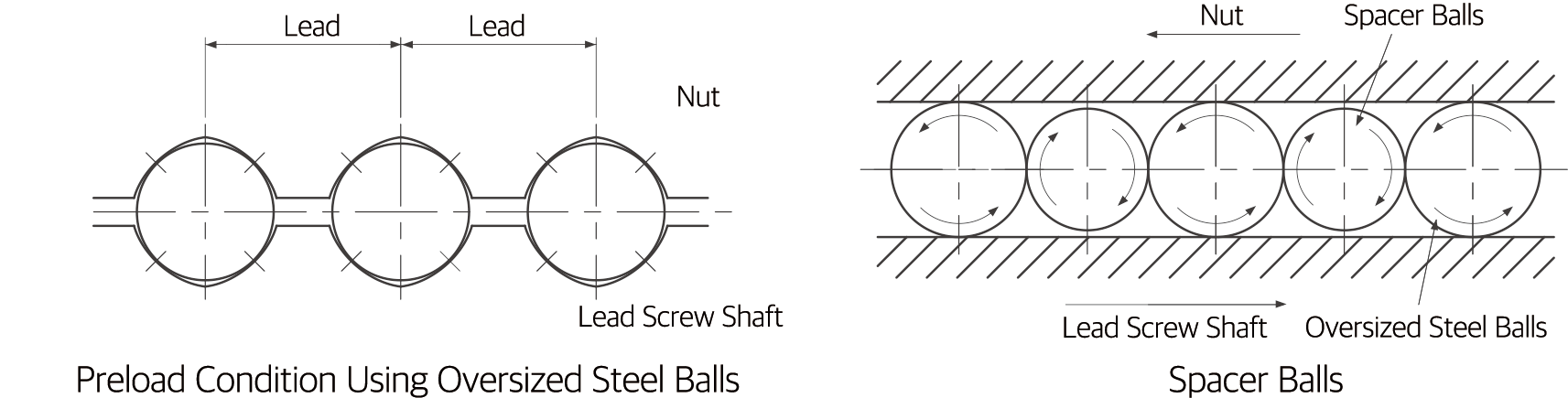
DINGS'ボールねじは、超小型ボールねじの構造特性を最大限に活かし、ねじ軸とナット間のすきまよりもわずかに大きい直径のボールを使用するOversized Ball Preload方式を採用しています。この方式により、シングルナットだけで軸方向すきまを除去でき、よりコンパクトな構造設計が可能です。
また、レースウェイ内にはPreload用ボールよりもわずかに小さい直径のSpacer BallをPreloadボールの間に交互に配置し、過度なPreloadによる駆動性能の低下を効果的に防止します。
ボールねじのPreload量は直接測定できないため、一般的にはPreload Running Torqueに換算して測定し、Preload状態を間接的に管理します。
Preload Running Torqueの基準値は仕様図面に記載され、実際の適用値は供給者とお客様との協議により決定します。Preload量(すなわち軸方向すきまが0の状態)を効果的に管理するには、Preload Running Torqueを常に同一条件で測定する必要があります。
ただし、装置ごとに潤滑条件および使用環境が異なるため、実際に測定される駆動トルク値には差が生じる場合があります。また、ボールねじのStarting Torqueは一般的にPreload Running Torqueよりやや高くなるため、この点も考慮する必要があります。
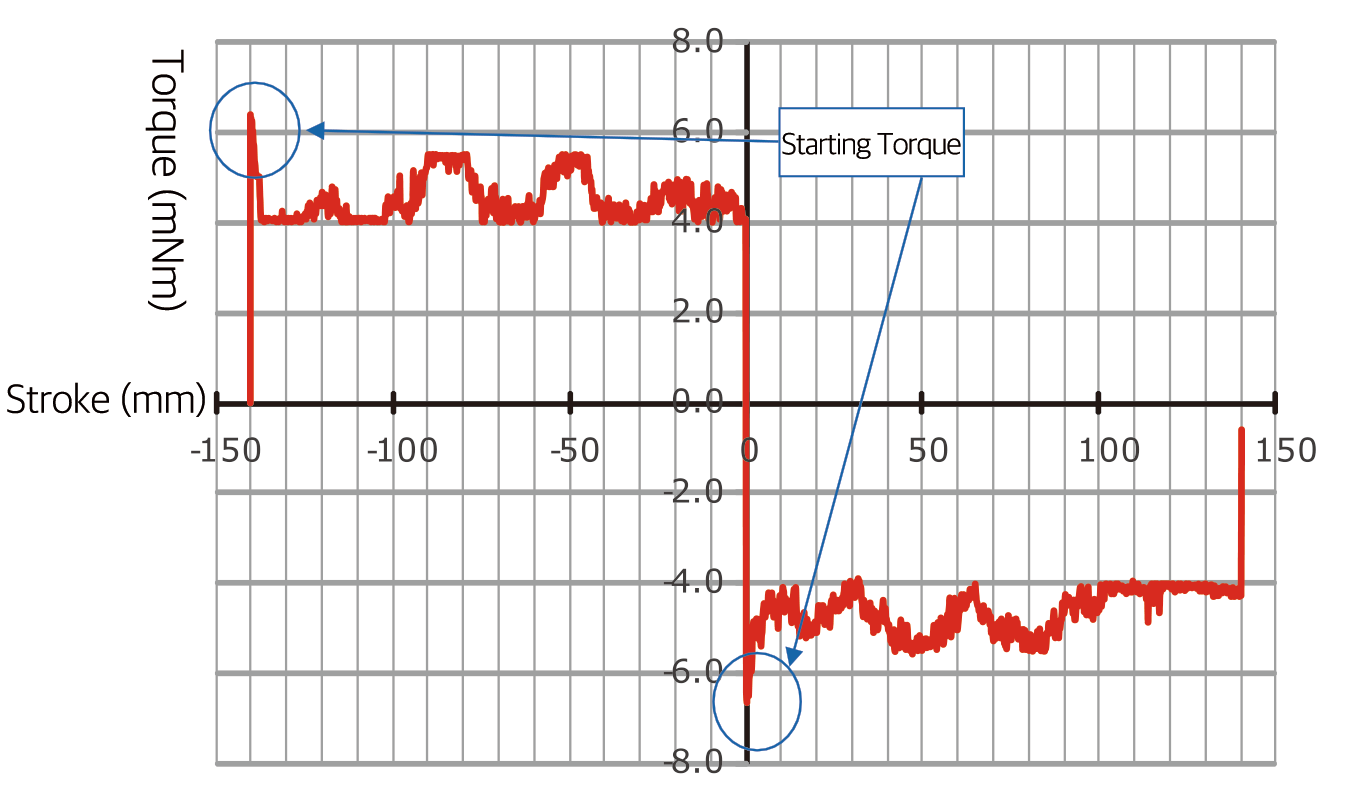
[Preloadトルク変動曲線]
参考: 説明用の模式図であるため、本図のトルク変動は実際の値より大きく表現されています。
DINGS'のボールねじは、長期保管中の錆を防止するため、防錆油を塗布した状態で出荷されます。使用前には、精製灯油(ケロシン)などを用いてこの油を完全に除去した後、潤滑油またはグリスを塗布してください。ご要望に応じて出荷前にグリス塗布も可能ですが、グリスを塗布した状態で長期間保管すると錆が発生する場合があるため注意が必要です。
参考: この防錆油は防錆目的の油であり、潤滑機能はありません。除去せずに使用した場合、寿命低下、トルク増加、または異常発熱が発生する可能性があります。
潤滑はボールねじの使用において必須であり、潤滑が不足するとトルク増加や寿命低下の原因となります。適切な潤滑は摩擦による温度上昇を抑制し、機械効率の低下や摩耗による精度低下を防止します。ボールねじにはグリスまたはオイル潤滑が可能です。
使用条件に応じて適切な潤滑剤を選定することが特に重要です。超小型ボールねじの場合、グリスの攪拌抵抗によりトルクが増加する場合があり、DINGS'はボールねじ性能に最適化した専用グリスを提供しています。
推奨潤滑剤
| 潤滑剤の種類 | 区分 | 製品名 |
|---|---|---|
| グリス | リチウム系グリス | AFGグリス |
| 潤滑油 | 摺動面油またはタービン油 | Super Multi 68 |
グリス潤滑を使用する場合は2~3か月ごとに点検し、オイル潤滑を使用する場合は毎週点検します。点検時には潤滑剤の量と汚染の有無を確認し、必要に応じて補給します。新しいグリスを追加する場合は、既存の変色または汚染されたグリスをできるだけ完全に除去してから塗布します。
| 潤滑方式 | 点検周期 | 点検項目 | 補給/交換周期 |
|---|---|---|---|
| 自動間欠潤滑 | 毎週 | オイル量、汚染の有無 | 貯蔵タンク容量を基準に、各点検時に適宜補給 |
| グリス | 初期運転時:2~3か月 | 汚染の有無、切粉、異物 | 一般的に年1回補給し、点検結果に応じて調整します。変色した既存グリスは除去します。 |
| オイルバス | 毎日の運転前 | オイルレベル | 消費量に応じて適宜調整 |